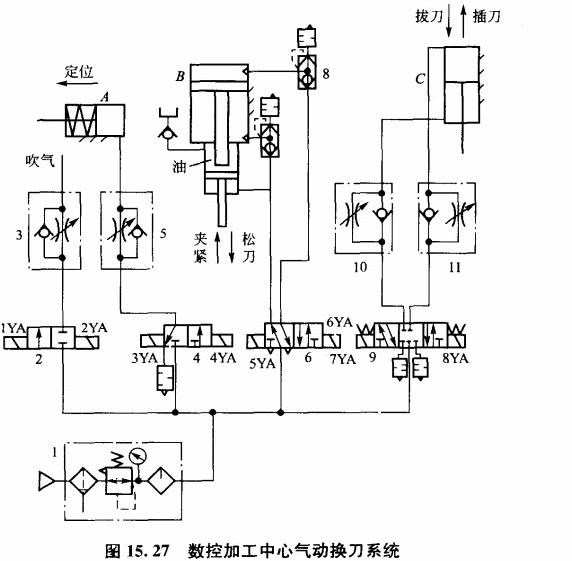
具体工作原理如下:当油压冲床数控系统发出换刀指令时,主轴停止旋转,同时4YA通电,压缩空气经气动三联件1、换向阀4、单向节流阀5进入主轴定位缸A的右腔,缸A的活塞左移,使主铀自动定位。定位后压下无触点开关,使6YA通电,压缩空气经换向阀6、快速排气阀8进入气被增压气B的上腔,增压腔的高压油使活塞伸出,实现主轴松刀,同时8YA通电,压缩空气经换向阀9、单向节流阀11进入缸C的上腔,缸C下腔排气,活塞下移实现拔刀。自回转刀库交换刀具,同时lYA通电,压缩空气经换向阀2、单向节流阀3向主轴锥孔吹气。稍后lYA断电、2YA通电,停止吹气, 8YA断电、7YA通电,压缩空气经换向阀9、单向节流阀10进入缸C的下腔,活塞上移,实现插刀动作。6YA断电、5YA通电,压缩空气经阀6进入气液增压气B的下腔,使活塞退回,主轴的机械机构使刀具夹紧。4YA断电、3YA通电,缸A的活塞在弹簧力作用下复位,恢复到开始状态,换刀结束。